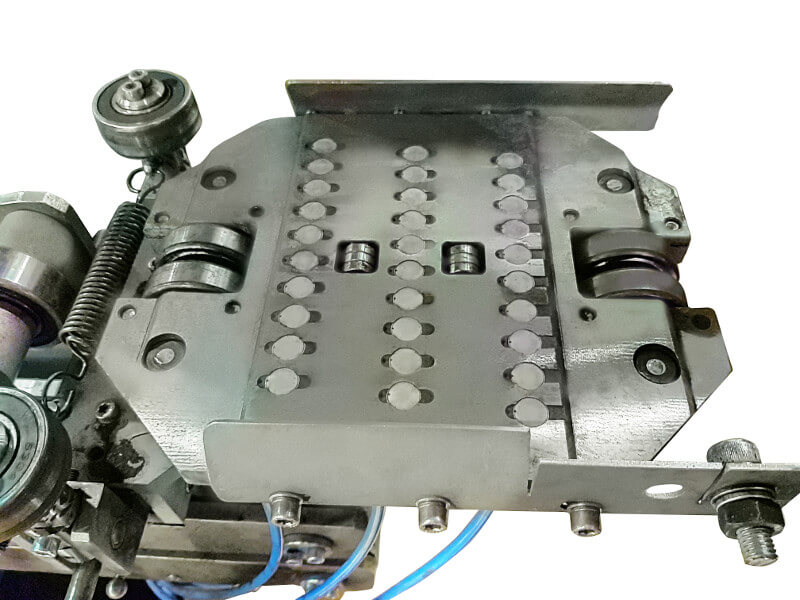
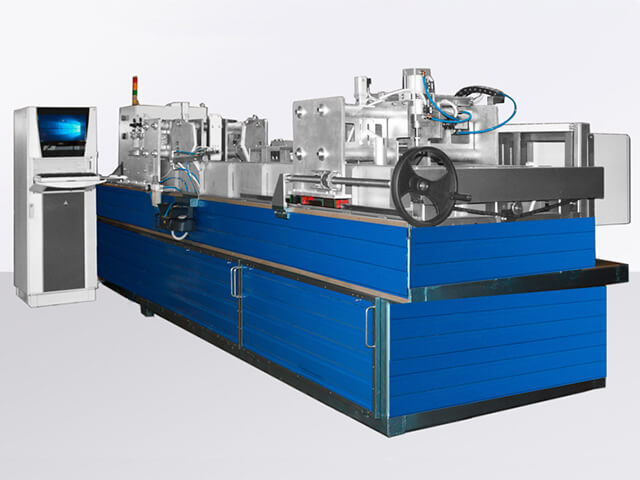
Eddy current testing System of rails EDC RAIL 5065 allows to perform an automated eddy current testing for presence of the surface defects. Main defect types that are subject to testing by the System are the surface defects such as cracks, laps, hairline cracks located on the outer surface of the rail head and rail shoe of 49Е1, 60Е1, UIC60 rail types etc in accordance with EN 13674–1–2017 requirements.